

葉片作為實現航空發動機性能的關鍵零(líng)部(bù)件,具有(yǒu)薄壁(bì)異形(xíng)結構複雜(zá)、材料難加工、加工精度與表麵質量要求高等典型特(tè)點,如何實現葉片的精密高效加工是目(mù)前航空發動機製造領域的重大(dà)挑戰。通過對影響葉片加(jiā)工精度關(guān)鍵因素的分析,全麵總結(jié)了(le)葉片精密加工工藝及裝備的研究(jiū)現狀,並對航空(kōng)發動機葉片(piàn)加工技術的發展趨(qū)勢做(zuò)了展望。
序言(yán)
1
序言
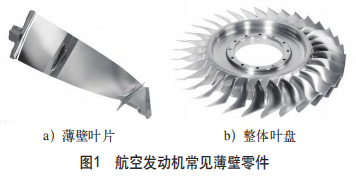
在航空航天產業中,輕質高強的薄壁(bì)零件被廣泛地使用,是實現航(háng)空發動機等重(chóng)要裝備性能的關鍵零部(bù)件(jiàn)[1]。例如,大涵道比(bǐ)航空發動機的鈦合(hé)金風扇葉片(見圖1)長度可達到1m,具有複雜的葉身型麵和阻尼台結構,而最薄部位的厚度僅有1.2mm,屬於典型的大尺寸薄(báo)壁異形零(líng)件[2]。葉片作為(wéi)典型的(de)薄壁異形弱剛性零件,在加工過程中容易出現加工變形和振顫問題[3],這(zhè)些(xiē)問題嚴重影響葉片的(de)加工精度和表麵質量。
發動機的性(xìng)能很大(dà)程度上取決於葉片的製造水平(píng),發(fā)動機運行過程中葉片需要在(zài)高溫(wēn)高壓等極端運行環境下穩定工作,這要求葉片材料(liào)必須具備良(liáng)好的(de)強度、疲勞抗力以及耐高溫腐蝕能力,並保(bǎo)證組織穩定性[2]。通常,航空發動機葉片會使用鈦合金或者高溫合金材料。但是(shì),鈦合金與(yǔ)高(gāo)溫合金的切削(xuē)加工性差(chà),切削過(guò)程(chéng)中切削力大、刀具磨損快,隨著刀具磨損程度加劇,切削力會進一步(bù)增(zēng)大,導致加工變形和振(zhèn)動更加嚴重(chóng),造成零件加工的尺寸精度低、表麵質量(liàng)差。為滿足極端工況下發(fā)動機的服役性能要求,葉片的(de)加工精度和表麵質量要求(qiú)極(jí)高。以國(guó)產某型大涵道比渦扇發(fā)動機(jī)使用的鈦合金風扇葉片為例,葉片總長度達到681mm,而厚(hòu)度則<6mm,型麵輪廓度要求-0.12~+0.03mm,進排氣邊(biān)尺寸精度要求-0.05~+0.06mm,葉身截(jié)麵扭轉誤差±10′以內,表麵粗糙度值R a優於0.4μm。這通常需要在五軸數控機床(chuáng)上進行(háng)精密加工。然(rán)而,由(yóu)於葉片自身剛性弱、結構複雜而且材料難(nán)加工,為了保證加工的精度與(yǔ)質量,工(gōng)藝人員不得不在加工過程中對切削參數進行多次調整(zhěng),這嚴重限製了數控加工中心的性能發揮,造成了巨大的效率浪費[4]。因此,在數控加工技術快速發展的今天,如何實現薄壁零件加工變形控製和振動抑製(zhì),充分(fèn)發(fā)揮數控加工中(zhōng)心的加工能力,已成為(wéi)先(xiān)進製造企業的迫切需求。
對薄壁弱剛性零件變形控製技術的研究從很(hěn)早就引起了工程師和研究者的(de)關注。在早期的生(shēng)產實踐中,人們常用在薄壁結構兩側進行交替銑削的水線策略[5],這在一定程度上可以簡便(biàn)地減弱變形和振動對尺寸精度(dù)帶來的不良影響。此外,還有通過設置加強筋等預(yù)製犧牲(shēng)結構的方式來提高加工剛度[6]。
本文將首先對(duì)葉片常用難加工材料的切削技術發(fā)展進行簡述;其次,全麵總結國(guó)內外航空發動機葉片精密加工工藝以及數控(kòng)智能工藝裝備的相(xiàng)關研究成果;最後,對航(háng)空發動機葉(yè)片加工(gōng)技術的發展趨勢做展望。
2
難加(jiā)工材料切削技術
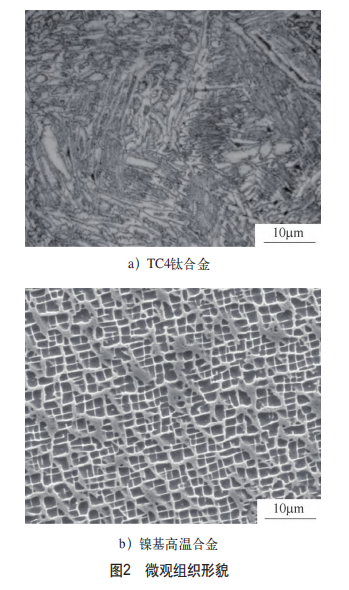
為了滿足在高溫高壓環境下的穩定(dìng)服役要求,航空發動機葉片常用材料為鈦合金或高溫(wēn)合金,近年來,鈦鋁金屬間化合物也成(chéng)為一種極有(yǒu)應用潛(qián)力的葉片材料。鈦合金具有導熱性低、塑性低、彈性模量(liàng)低以及親合力強等特點(diǎn),使其切削過程(chéng)中出現切削力大、切削溫度高、加工硬化(huà)嚴重和刀具磨損大等問題,是典型的難加工材料(微觀組織形貌見(jiàn)圖2a)[7]。高溫(wēn)合金的主要特點是塑性及強度高,導熱性差,並且內部含有大量致密的固溶(róng)體(tǐ)[8]。在切削過程中塑性變形使得晶格嚴重扭(niǔ)曲(qǔ),變形抗力(lì)大,導致切削力大(dà)並伴隨嚴重的冷硬現(xiàn)象(xiàng),也是典型的難加工材料(微觀組織形貌見圖2b)。因此,研(yán)發鈦合金與高溫合金(jīn)等難加(jiā)工材料的高效精密切削技術至關重要。為了實現難加工材料(liào)的高效精密加工,國內外學者(zhě)從創新切削加工方法、優選(xuǎn)加工刀具材料以及優化切削參數等方向進行深入研究。
2.1 切削加工方法創(chuàng)新
在切削加(jiā)工方法的創新研發方麵(miàn),學者們通過引入激光加熱、低溫冷卻等輔助手段,改善材料(liào)的可(kě)加工性,實現高效切削加工(gōng)。激(jī)光加熱輔助加工[9](見圖3a)的工作原理是將高功率激(jī)光束聚焦到(dào)切削刃前的工件表麵,通過光束(shù)局部加熱的方式軟化材(cái)料,降低材料的屈服強度,從(cóng)而降低切(qiē)削力和減小刀具磨損,提升切削加工的質量(liàng)和(hé)效率。
低溫冷卻輔助加工[10](見圖3b)則是使用液氮、高壓二氧化(huà)碳氣體等冷卻介質噴塗到切削部位,對切削加工過程進行冷卻,避免因為(wéi)材料導(dǎo)熱性能差引(yǐn)起的局部切削溫度過高問題,還使得工件局部冷脆,增強斷屑效果。英國的Nuclear AMRC公司成功使用高壓二氧化碳氣體對鈦合金(jīn)的加工過程進行冷卻,與幹切削狀態對比分析表明,低溫冷卻輔助加工不僅能夠降低(dī)切削力(lì),提高切削加工表麵(miàn)的質量(liàng),還(hái)能有效減小刀具磨損,增長刀具(jù)的使用(yòng)壽命。此外,超聲振動輔助加(jiā)工[11,12](見圖(tú)3c)也是難加工材料高效切削(xuē)加工的(de)有效方法。通過在刀具上施(shī)加高頻、微小幅度的振動(dòng),實現加工過程中刀具與工件之間發生間斷性分離(lí),改(gǎi)變了(le)材料去除機理(lǐ),增強了動(dòng)態切削的穩定性,有效避免刀(dāo)具與已加工表麵間(jiān)的摩擦,降低切削溫度和切削力,降低表(biǎo)麵粗(cū)糙(cāo)度值,減(jiǎn)小刀具磨損,其優良(liáng)的工藝效果已經得到廣泛的關注。

2.2 刀具材料(liào)的(de)選用
對於鈦合金等難加工材料,優選刀具材料可以有效改善切削加工(gōng)效果(guǒ)[8,13]。研(yán)究表明,對於鈦合金加工,根據(jù)加工速度可以選擇不同刀(dāo)具進行加工,低速切削(xuē)采用高鈷(gǔ)高速鋼(gāng)加工,中速切削采(cǎi)用帶有三(sān)氧化二鋁塗層的硬質合金(jīn)刀具,高(gāo)速切削采用立方氮化硼(CBN)刀具;對(duì)於高溫合金加(jiā)工,應選用硬度高、耐磨(mó)性好(hǎo)的高釩高(gāo)速鋼或YG硬質合金刀具進行加工。
2.3 優選切削參數
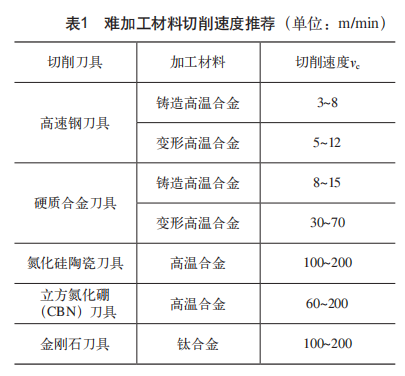
切削參數同(tóng)樣是影響加工效果的重要因素,對應材料使(shǐ)用合適的切削參數(shù)加工能夠有效提高加工質量與效率。以切削速度參(cān)數為例,切削速度低容(róng)易在材料表麵形成積屑瘤區,降(jiàng)低表麵加工精度;切(qiē)削速度(dù)高容易發生熱量積聚,引起工件和刀具(jù)的(de)燒傷(shāng)。對此,哈爾濱理工大學翟元盛教授團隊分析常用難加工材料的機械物理性質,通(tōng)過正交加工試驗總結出難加工材料切削速度推薦表(biǎo)[14](見表1),使用表中推薦的刀(dāo)具和切削(xuē)速度進(jìn)行加工能夠有效減(jiǎn)小加工(gōng)缺陷與刀具磨損,提高加工質量。
3
葉片複雜曲麵的精密數(shù)控加工工藝
近年來,隨著航空產業快速發展,市場需求攀升,使得(dé)薄壁葉片的高效精密加(jiā)工要求日益提(tí)高,對(duì)更高精度的變形控製技(jì)術的需求更加迫切。在智能製造技術背景下,結合現代電子信息技術(shù)來實現航空發動機葉片加工變形和振(zhèn)動的智(zhì)能控製,是許多研究人員的關注熱點。將智能數控係(xì)統引入葉(yè)片複雜曲麵的(de)精密加工工藝(yì),基於智能數控係統對加工過程的誤(wù)差進行主動補償(cháng),可有效抑製變形與振動。
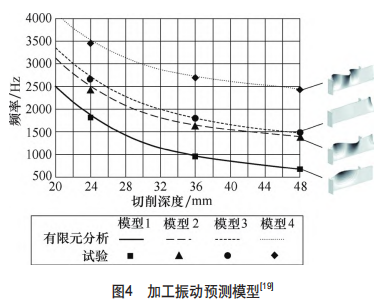
對於加工過程中(zhōng)的主動誤差補償,為了實現(xiàn)刀具路徑等加工參數的優化調控(kòng),需要首先得到工藝(yì)參數對加工變形和振動的影響(xiǎng)關係。常用的手(shǒu)段有兩種:一是通過在(zài)機測量及誤差分析對每次走刀的(de)結果進行分析和推理[15];二是通過動力學分析[16]、有限元建模[17]、試驗[18]和神經網絡[19]等方法(fǎ)建(jiàn)立加(jiā)工變形(xíng)和振動的預測(cè)模型(見圖4)。
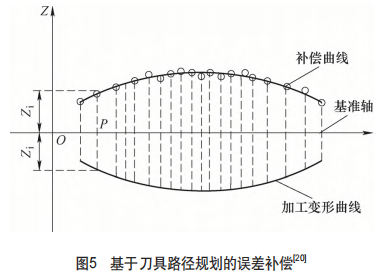
基於上述的預測模型或在(zài)機(jī)測量技術,人們能夠對加工(gōng)參數進行優化甚至是實時調(diào)控。主流的方向是(shì)通過刀具路徑的重新規劃來對變形和振動造成的誤差進行補償。這(zhè)一方向常用的方法是“鏡像補償法”[20](見圖(tú)5),該方法通過對名義刀具軌跡(jì)進行修正(zhèng),補償(cháng)單次切削的變形量。但是單次補償會產(chǎn)生新的加工變形,因此需要通過多次補償在切削力和加工變形之間建立迭代關係,逐(zhú)次(cì)修(xiū)正變形量。除了基於刀具路徑規劃(huá)進行主動誤差補償的方法之外,許多學者也在研究通過優化調控切削參數、刀具參數等方式來控製變形和振動。對於某(mǒu)型號航空(kōng)發動機(jī)葉片的切削加工,改變加工參數進行多輪(lún)正交試驗,基於試驗數(shù)據分析各切削參數、刀具參數對葉片加工變形、振動響應的影響規律[21-23],建(jiàn)立經驗預測模(mó)型(xíng),從而優選加工參數(shù),有效減小
加工變形、抑製切削振顫。
基於上述模型與方法,許多企(qǐ)業研發或改進(jìn)了數控加工中(zhōng)心的數控係(xì)統,實現薄壁(bì)零件加工參數的實時自適應調控(kòng)。以(yǐ)色列OMAT公司的優銑係統[24]是這一領域的典型代表,主要是通過自適應(yīng)技術調整進給速度(dù),達到(dào)恒力銑削的目的,實現複雜產品(pǐn)高效率高質量加工。此外,北京精雕(diāo)通過在機測量自適應(yīng)補償(cháng)完成(chéng)蛋殼表麵圖案雕刻的經典(diǎn)技術案例也應用了類似的技術[25]。美國G E公(gōng)司的THERRIEN[26]提出了加工過程(chéng)中數控加工代碼實(shí)時修(xiū)正方法(fǎ),為複雜薄壁葉片的自(zì)適應加工和實(shí)時調控提供(gòng)了基礎技術手段。歐盟航(háng)空發動機渦輪部件自動化修複係統(AROSATEC)在(zài)葉片進(jìn)行增材修複後實現自適應精(jīng)密銑削加工,已應用於德國MTU公司及愛爾蘭SIFCO公司的葉(yè)片修(xiū)複生產[27]。
4
基於智能工藝裝備的加工剛度提升
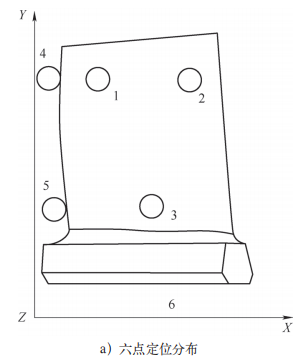
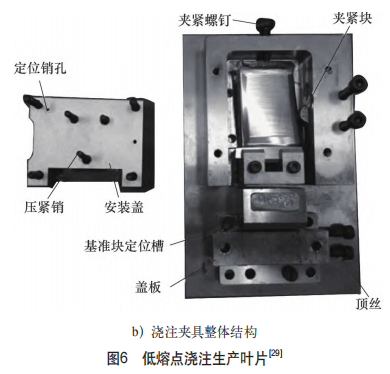
使用智能化工藝裝(zhuāng)備(bèi)提高工藝係(xì)統(tǒng)剛(gāng)度、改善阻尼特性,同樣是抑製薄壁(bì)葉片(piàn)加工變形振動以及提高加(jiā)工精度、改善表(biǎo)麵質量的有效方法。近幾年,在航空發動機各類葉片的加工工(gōng)藝中,大量不同的工藝裝備得到應用[28]。由於(yú)航空(kōng)發動機葉片普遍具有薄壁異形的結(jié)構特征(zhēng),裝夾定位區域小,加工剛度低,在切(qiē)削載荷作用下(xià)會出現局部變形,因(yīn)此,葉片加工工藝(yì)裝備通常在滿足(zú)六點定位原理的基礎上對工件施加輔助支(zhī)撐[29],以優化工藝係統(tǒng)剛性、抑製加(jiā)工變形。薄(báo)壁異形曲麵對工裝的定位與裝夾提出(chū)了兩點要求:一是工裝的夾緊力或接觸力應在曲麵上盡可能均勻分布,以(yǐ)避免工件在夾緊力作用(yòng)下出現嚴重局部變形;二是工裝的定位、夾緊和輔助支撐元件需要較好地(dì)配(pèi)合工件的複雜曲麵,以在每個接觸部位產(chǎn)生均勻的(de)麵接觸力。針對(duì)這兩點要求(qiú),學者提出了柔性工裝係(xì)統。柔性工裝係統可以分為相(xiàng)變柔性工裝(zhuāng)和自適應柔性工(gōng)裝。相變柔性工裝利用流體相變前後的剛度和阻尼變化:處於液(yè)態(tài)相或流動相的流體剛度和阻尼較低,可以在低壓作用下適應工件的(de)複雜曲麵,之後利用電/磁(cí)/熱等外界作用使流體轉變為固態相或固(gù)結(jié),剛度(dù)和(hé)阻(zǔ)尼大幅提高,從而為工件提(tí)供均勻柔順(shùn)的支撐,起到抑製變形和振動的作用。
航空發動機葉(yè)片傳統(tǒng)加工工(gōng)藝中的工藝裝(zhuāng)備是使(shǐ)用低熔點合金等相變材(cái)料進行填充輔助支撐,即對工件毛坯進(jìn)行六點(diǎn)定位夾持後,將工件的定(dìng)位基準通(tōng)過低熔點合金澆注成為一個澆注塊,對(duì)工件進行輔助支撐,並且把複雜的點定位轉換成(chéng)規則的麵定(dìng)位(wèi),進而進行待加工部位的精密加工(gōng)(見(jiàn)圖6)。這種工藝方(fāng)法存在明(míng)顯的缺陷:定位基準轉換導致定位精度下降(jiàng);生(shēng)產(chǎn)準備複雜(zá)、低熔點合(hé)金的澆注和融化也帶(dài)來了(le)工件(jiàn)表(biǎo)麵的殘(cán)留和清理問題(tí),同時澆注和融化(huà)的工況也比較惡劣[30]。為了解決上述工藝缺陷(xiàn),常用的方法是引入一種多點支撐結構與相變材料(liào)相結(jié)合[31],支撐結構上端與工件接觸進行定位,下端浸入低(dī)熔點(diǎn)合金腔室中,基(jī)於低熔點合金的相(xiàng)變(biàn)特性實現柔性輔助支撐。雖然引入支撐結構能夠避免低熔點合金接觸葉片(piàn)產生的表麵缺陷,但是受到相變材料的性能限製,相變柔性工裝無法同時滿足高剛度和高響應速度兩大需(xū)求,難以應用於高效率(lǜ)自動化生產(chǎn)當中。
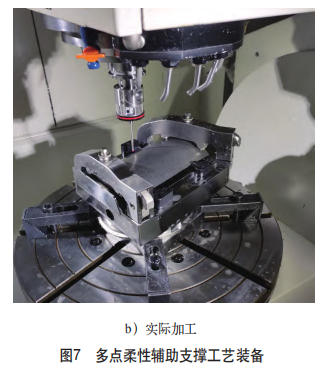
為了解決相變柔性工裝(zhuāng)存在的弊端,眾多學者(zhě)將自(zì)適應(yīng)理念(niàn)融入柔性工裝的研發設(shè)計中。自適(shì)應柔(róu)性工裝(zhuāng)能夠通過機電係統來自適應匹配複雜葉身形狀和可能存在的(de)形狀誤差。為保證(zhèng)接觸(chù)力在整個葉身均勻分布,工裝通常使用多點輔助支撐形成支撐矩陣。清華大學王輝團隊提出了一種適用於近淨成形葉片加工的多點柔性輔助支撐工藝裝備[32,33](見圖(tú)7)。該工裝采用多個柔性(xìng)材料夾緊元(yuán)件(jiàn)對近(jìn)淨成(chéng)形葉片的葉身曲(qǔ)麵進(jìn)行輔助支撐,提高了每個接觸區域的接觸麵積,保證(zhèng)夾(jiá)緊力在每個接觸部位以及(jí)整個葉(yè)身上的均勻分布,從而提高工藝(yì)係統剛度,有效地防止葉片的局(jú)部變形。該工裝具有多(duō)個被(bèi)動自由度,在避免過定位的同時能夠自適應匹配葉身形狀及其誤差。
除(chú)了通過柔性材料實現(xiàn)自適應支撐外,電磁感應原理也應用於(yú)自適(shì)應柔性工裝(zhuāng)的研發。北京航空航天大(dà)學楊毅青(qīng)團隊(duì)發明了一種基(jī)於電(diàn)磁感應原理的輔助(zhù)支撐裝置[34]。該工(gōng)裝使用由(yóu)電磁信(xìn)號激勵(lì)的柔性輔助支撐,能夠改變工藝係統阻尼特性。在裝夾過程中(zhōng),輔助支撐在(zài)永磁鐵作用下自適應匹配工(gōng)件形狀。在加工過程(chéng)中,工件產生的振動會傳遞到輔助支撐上,根據(jù)電磁感應(yīng)原理激發反向電磁(cí)力,實現對薄壁工件加工振動的抑製。
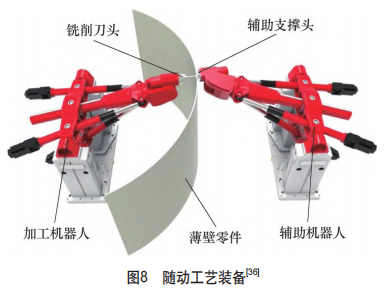
目(mù)前在工藝裝備設計過程中,普遍使用有限元分析、遺傳算法等手段來優化多點(diǎn)輔助支(zhī)撐的布局[35],但是優化的結果通常隻能保證在一點上(shàng)的加工變形(xíng)量達到最小,而並不能保證在其他加工部位也能起到同等(děng)的抑製變形效果(guǒ)。在葉(yè)片加工過程(chéng)中,通常在同一機(jī)床上對工(gōng)件(jiàn)進行一係(xì)列的走刀加工,但加工不同部位的裝夾需求是不同的,甚至可能是時變的。對於靜態多點支撐方法,如(rú)果通過增加輔(fǔ)助(zhù)支撐的數量來提高工藝(yì)係統剛度(dù),一方麵會增大工裝的質量和體積,另一方麵也壓縮了刀具的(de)運動(dòng)空間。而如果在加工不(bú)同(tóng)部位時(shí)重新設(shè)置輔助支撐的位置,則必然會中(zhōng)斷加工過程,降低加工效率。因此(cǐ),根據加工過(guò)程自動(dòng)在線調(diào)節支撐布局(jú)和支撐力的隨動工藝裝備(bèi)[36-38]被提出。隨動工藝裝備(見圖8)能夠在任一加(jiā)工工序開始(shǐ)前,基於時變切削過程的刀具軌跡與工況轉變,通過刀具與工裝的(de)協(xié)同配合實現動態支撐:先將輔助支(zhī)撐(chēng)移動到有助於抑製當前加(jiā)工變形的位置,使工件的(de)加工區域受到積極支撐,而工件(jiàn)其他部位在盡可能(néng)少的接觸下保持(chí)定位不變,從而匹配加工過程中時變的裝夾需求。
為了進一步提升工藝裝(zhuāng)備(bèi)的自(zì)適應動態支撐能力,匹配加工過程(chéng)中更複雜的裝夾需求,提高葉片加工生產的質(zhì)量和效率,將(jiāng)隨動(dòng)輔助支撐拓展為多個動態輔助支撐形成的群,要求各個動態(tài)輔(fǔ)助(zhù)支撐協調行動,根據製造過程的時變要求,自(zì)動快速重構支撐群與工件的接觸,並且重構過(guò)程不幹擾整個工件的定位、不引起局部位移或振動,基於這一概念的工藝裝備(bèi)稱為(wéi)自重構群夾具[39],具有靈活性、可(kě)重構性和(hé)自主性的優點。
自重構群夾具能夠根據製造過程的需求將多個輔助支撐分配到待支撐表麵的不同位置,能夠適應(yīng)較大麵積的複(fù)雜形狀(zhuàng)工件,在(zài)保證足夠剛度的(de)同時消除冗餘支撐。夾具的工作方法是控製器按照編(biān)定的程序發送指令,移動基(jī)座(zuò)按照指令將支撐元件帶到目(mù)標(biāo)位置,支撐(chēng)元(yuán)件自適(shì)應工(gōng)件局部幾何形狀實現順應支撐。單個支撐元件(jiàn)與工(gōng)件局部的接觸區域的動力學特性(剛度和(hé)阻尼)可通過改變支撐元件的參數(shù)進行控製(例如,對液壓支撐元件通常可改變輸入的液壓力從而改變接觸特性(xìng))。工藝係統的動(dòng)力學特性由多個支撐元件與(yǔ)工件的(de)接觸區域的動力學特性耦(ǒu)合而成,與每個支撐元件的參數、支撐(chēng)元件群的布局有關(guān)。
對於自重構群夾具的(de)多點支撐重構的方案(àn)設計需(xū)要考(kǎo)慮以下三個問(wèn)題:適應工件的幾(jǐ)何形狀、支撐元件快速重新定位、多(duō)點(diǎn)支撐(chēng)協調配合[40]。因此,自重構群夾具(jù)在使用時(shí),需要以工件形狀、載荷特性及固有邊界條件為輸入,求解不同加工狀態(tài)下的多點支撐布局與支撐參數,規劃多點支撐移動路徑,將求解結果生成控製代碼,導入控製器。
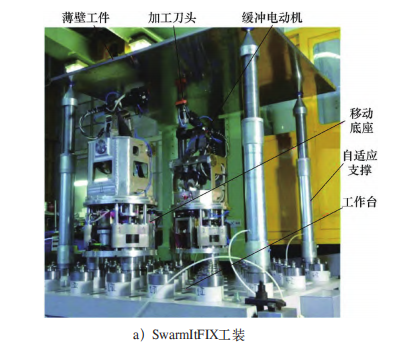
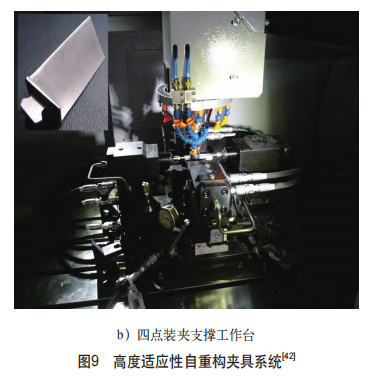
目(mù)前,國內外學者均在自重構群夾具方麵進行了一些研究(jiū)與嚐試。國外方麵,歐盟項目SwarmItFIX開發了一種新的高度適應性自(zì)重構夾具係統[41],該係統使(shǐ)用一組移動輔助支撐在工作台上自由移動並實(shí)時重(chóng)新(xīn)定位(wèi),以更好地支撐加工零件。SwarmItFIX係(xì)統的原型已在該項目中實現(見(jiàn)圖9a),並在一家意大利(lì)飛機製(zhì)造商的場地(dì)上進行了測試。國內則是有清華大學王(wáng)輝團隊製(zhì)作了一種可與機(jī)床協同控製的(de)四(sì)點裝夾(jiá)支撐工作台[42](見圖9b),可以在渦輪葉(yè)片榫根的精加工過程中對處於懸(xuán)臂狀態的(de)榫根進(jìn)行支撐以及(jí)自動刀具避讓。在加工過程中,四點輔助支撐與數控加工中心協同配合,根據刀具運動位置重構四點接觸狀(zhuàng)態,既避免了刀具與輔(fǔ)助支撐相互幹(gàn)涉,又保證了支撐(chēng)效果。
5
未來發展趨勢討(tǎo)論
5.1 新型材料
隨著航空發動機(jī)推重比設計要求的不斷提高(gāo),零件(jiàn)數量逐漸(jiàn)減(jiǎn)少(shǎo),零件的應力水平越來越高,傳統(tǒng)的兩種(zhǒng)主要高溫結構(gòu)材料的使用性(xìng)能已經到了其極限水平。近(jìn)幾年,航空發動(dòng)機葉片新型材料發展迅速,越(yuè)來越多性能優良的材料被用來製作薄壁葉片,其中γ-TiAl合金[43]具(jù)備比強度高、耐高溫和抗氧化性好等優良性能的同時,密度是3.9g/cm3,僅為高溫合金的一半,未來作為700~800℃承溫區間的葉片(piàn)很有潛力。盡管γ-TiAl合金具有優良的力學(xué)性能,但是其(qí)硬度大、熱導率低、斷裂韌度低以及脆性大等(děng)特征,導致(zhì)γ-TiAl合金材(cái)料切削加(jiā)工表麵完整性差,精度低,嚴重影(yǐng)響零(líng)件的使(shǐ)用壽命,因此γ-TiAl合金的加工研究具有重要(yào)的理論意義(yì)與(yǔ)價值,是當前(qián)葉片加工技術(shù)的一個(gè)重要研究方向。
氧化性好等優良性能的(de)同時,密度是3.9g/cm3,僅為高溫合金的一半,未來(lái)作為700~800℃承溫區間的(de)葉片(piàn)很有潛力。盡管γ-TiAl合金(jīn)具有優良的力學性能,但是其硬度大(dà)、熱導率(lǜ)低、斷裂韌度低以及(jí)脆性大等特征,導致γ-TiAl合金材料切削加工(gōng)表麵完(wán)整性差,精度低,嚴重影(yǐng)響零件的使(shǐ)用壽(shòu)命,因此γ-TiAl合金(jīn)的加工研究具有重要的理論意義(yì)與價值,是當前葉片加工技術的一(yī)個重要研究方向。
5.2 時變自適應加工
航空發動機葉片曲麵複雜並且形狀(zhuàng)精度(dù)要求高,其(qí)精密加工目前(qián)主要采用基於路徑規(guī)劃(huá)、模型重構的幾何自適應加工方法,該方法能有效減小定位(wèi)、裝夾等產生的(de)誤差對(duì)葉片加工(gōng)精度的影響。但是,由於(yú)模鍛葉片毛坯的(de)餘量厚度不均(jun1)勻,導(dǎo)致刀具在按照規劃路徑進行切削(xuē)加工的過程中,不同區域的切削深度不同,為切削(xuē)加工帶來不確定因(yīn)素,影響加工穩定性。未來,在數(shù)控(kòng)自適應加工過程中,應該更好地(dì)跟蹤實(shí)際加(jiā)工的狀(zhuàng)態變化[44],從而顯著改進複雜曲麵的加工精度,形成基於(yú)實時反饋數據調整切削參數的時變調控自(zì)適應加(jiā)工方法。
5.3 智能化工藝裝備
葉片作為(wéi)發(fā)動機中數量最大的一(yī)類零件,其製造效率直接影響發動機整體的製造效率(lǜ),而葉片的製造品質直接影(yǐng)響發動(dòng)機的性能與壽命。因此(cǐ),葉片智能化精密加工(gōng)已成為當今世界(jiè)發動機葉片製造的發展(zhǎn)方向。機床與工藝裝備的研發是實現葉(yè)片(piàn)加(jiā)工智能化的關鍵。隨著數(shù)控技術的發展,機床(chuáng)的智(zhì)能化水平迅(xùn)速提高,加工生產能力大幅增強。因此,智能(néng)工藝(yì)裝備的研發創新是薄壁葉片高效精密加工的重要發展方向。高度智能化的數控機床與工藝裝備結合,形成葉片智能化加工係統(見圖10),實現薄壁葉片的高精度、高效率和自適應數控加工。
6
結束語
葉片是航空發動機製造領(lǐng)域長期的重大需求,是航空發動機製造的難(nán)點之一,也是一個國家先進製造技術發展水平的重要體現。為實現葉片的高效率高質量加工(gōng),眾多學者在精密加工工藝創新和智能工藝(yì)裝備研發等方麵開展研究,取得了突破性進展。未來,以時變調控為核心的(de)自適應加工工藝(yì)與智能化數(shù)控工藝裝備是航空發動機葉片精密加工的重要研究方(fāng)向(xiàng)。應圍繞國(guó)家航空發動機先進製造重大戰略需求,深入探究葉片加工工藝的基礎理論(lùn)和關鍵(jiàn)技術,促進我國航空發動機葉片先進加工(gōng)技術的跨越發展。編(biān)輯:藝(yì)匠 精密加工http://www.dxqiumoji.com/
