

如果說夾板是機(jī)芯的骨架(jià),齒輪及動雜(zá)件是機芯(xīn)流動的血液,那麽車落件(jiàn)就是機芯中的(de)細胞體,為夾板、齒輪及(jí)動雜件提供充足的(de)能量,讓整個機芯的運轉變的流暢和順利。下麵介紹一下整個車落零件的設計加工生產的過程:
精密車落件加工工序
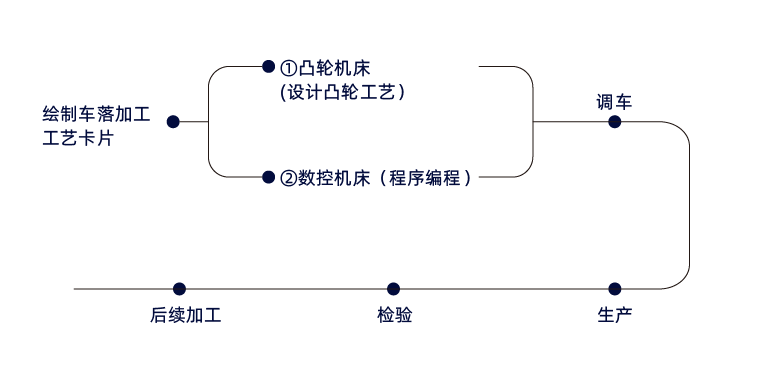
車落零件加工(gōng)工序第一步(bù)需要繪製車落工藝卡片,然後通(tōng)過車落工藝圖進行凸輪加工工藝(凸輪機床)的設(shè)計,並將設計好的凸輪加工工藝通過專用(yòng)的凸輪加工設備加工製造出來,後續調整工通(tōng)過加工(gōng)製(zhì)造出來的(de)凸(tū)輪來進行設(shè)備的調整;數控機(jī)床則需通(tōng)過機(jī)床G代碼M指令進行(háng)編程,通過編程好的程序進行調車實現複雜零件(jiàn)的生產製造。

凸輪機床 數控機床
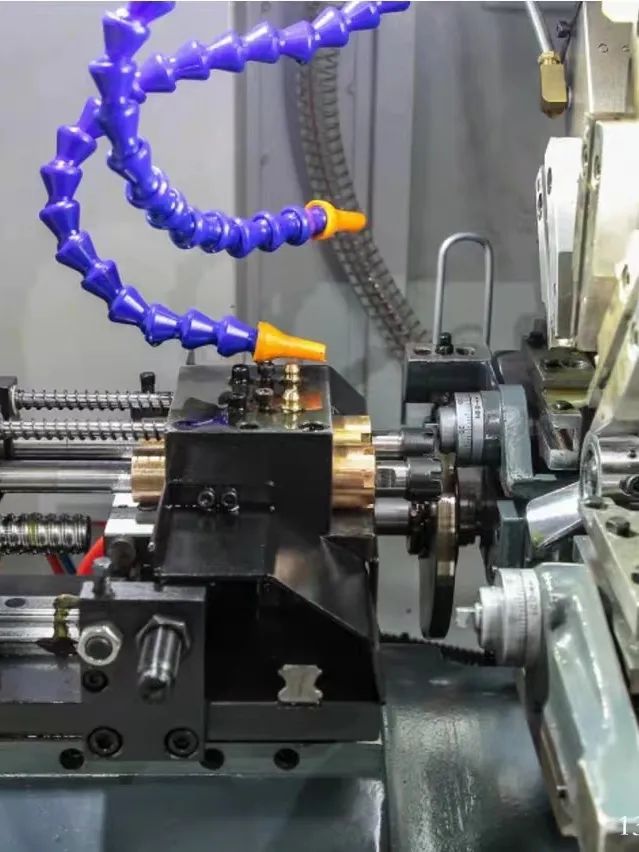
調整工在調車前,首先需(xū)要進行對加工工藝的掌(zhǎng)握和理解,再選用合適的刀(dāo)具和附件,通過磨刀機對車刀進行磨削,達到車刀的(de)技術要求,然後對生產所需要(yào)的夾頭、導套及其附件進行選(xuǎn)用和領取。
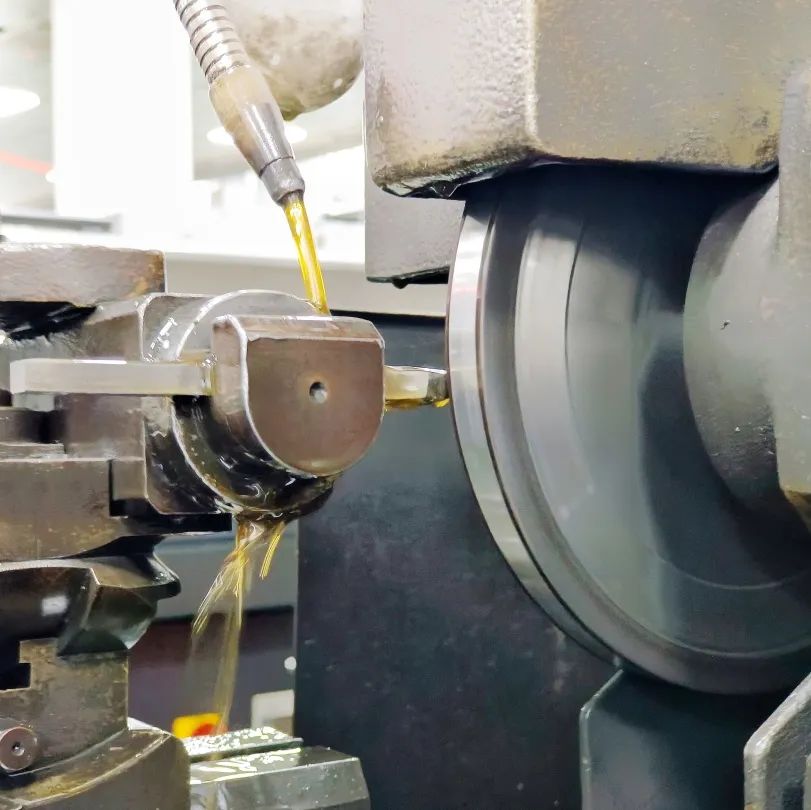
磨刀過程(chéng) 刀具中心試切過程
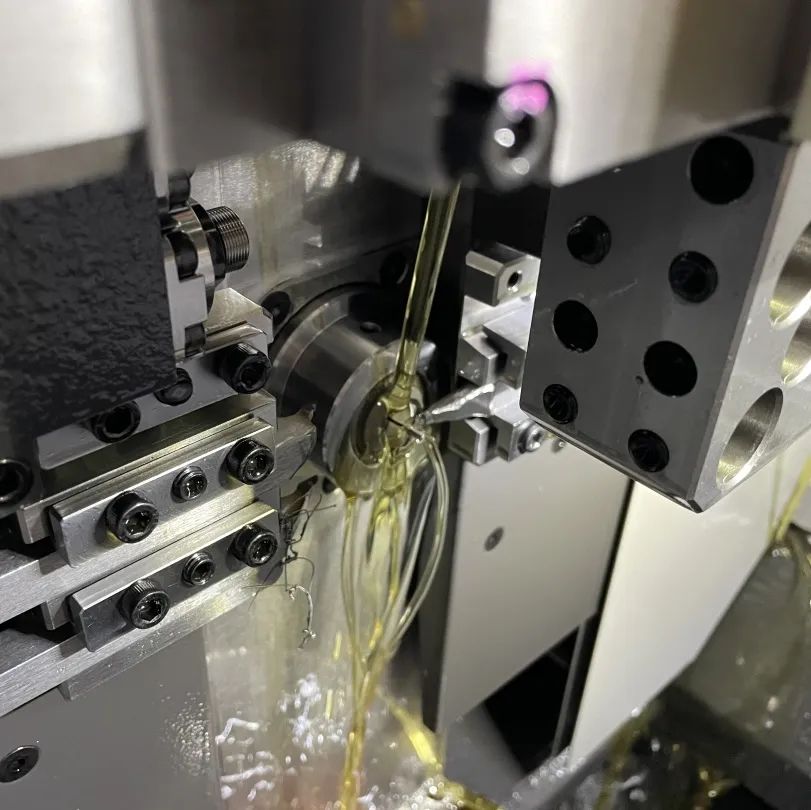
前期準備完成(chéng)後,就可以通(tōng)過設計(jì)好的零件(jiàn)加工工藝進行調車。機(jī)芯零件的加工精度是以μ級來衡量的,1μm相當於1mm的千分之(zhī)一,而人的頭發絲一般在0.04mm~0.05mm之間(jiān),可想而知,調整(zhěng)工在調車過程中(zhōng)的複(fù)雜程(chéng)度。調整工在調車過程中需要先進(jìn)行刀具、夾頭、導套以(yǐ)及附件的安裝,然後進(jìn)行刀具中心的校正,接下來進(jìn)行對設備的調(diào)試,最後根據車落工藝圖紙的尺寸以及技術要求,對零件進行調整,經過3天到7天的一個周期,機床設備運行穩定、零件尺(chǐ)寸浮動不大後,調整工就可以正式交付給操作工進行零件的批量生產(chǎn)了。

放大(dà)數倍後的(de)精密車落件
一線生產加工後的(de)零件經過清洗消磁處理後,送往檢驗(yàn)室進行檢驗,檢(jiǎn)驗員通過檢驗卡(kǎ)片和測量來判定(dìng)零件是否合格,再把零件的判定結果及時與操作工進行反饋,以便操作工進行後續的生產調整。


臥式千分表檢驗精密零件 投影(yǐng)檢驗零件
經檢驗合格的車落件下幾道要進行滾齒、輪片壓合、熱處理以及鍍鎳等的加工工序。首先車落件(jiàn)流轉到傳動車(chē)間進行滾齒、輪片壓合,下道流轉(zhuǎn)至精密熱處理工藝,熱處理的作用就是為了(le)提高零件的耐腐蝕性,耐久性,耐(nài)磨性,硬化材料,使零件更堅固、更堅韌、更耐用和更耐磨,熱處理是(shì)車落零件提高機械性能和耐磨性能的重要過程,也是製造手(shǒu)表(biǎo)機芯零件中必不可少的一環。
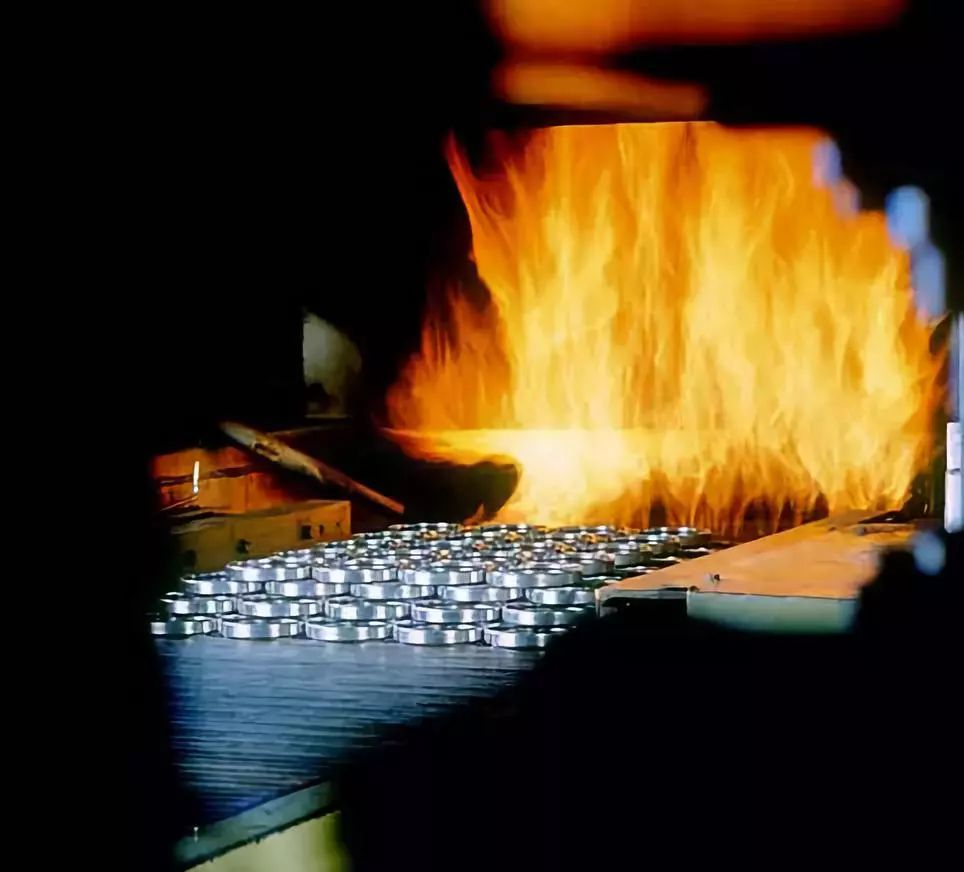
後續工(gōng)藝--熱處(chù)理
熱處理結束後就會流轉到化鍍/電鍍工序(xù)了,車落零件鍍鎳(niè)首先增強了零件配合的耐磨性、裝針(zhēn)的耐磨性,其次是提高外表的美觀度,使其(qí)裝配成機芯成品後(hòu)即耐用(yòng)又(yòu)不缺少美感。
後續(xù)工藝--鍍(dù)鎳
經(jīng)過以上這些工序處理後,一般車落零件的工序也就結束了,車落(luò)工序結束後就可(kě)以(yǐ)流(liú)轉到後續車間進行二次加工和裝配,保證後(hòu)續機芯成(chéng)品能正常(cháng)生產(chǎn)。車(chē)落零件的好壞與後道加工工序密切相關,車落(luò)零件既能作為毛坯給後道進行二次加工,也能作為成品和其他零部件作配(pèi)合,車(chē)落(luò)零件的重(chóng)要性不言而喻。
